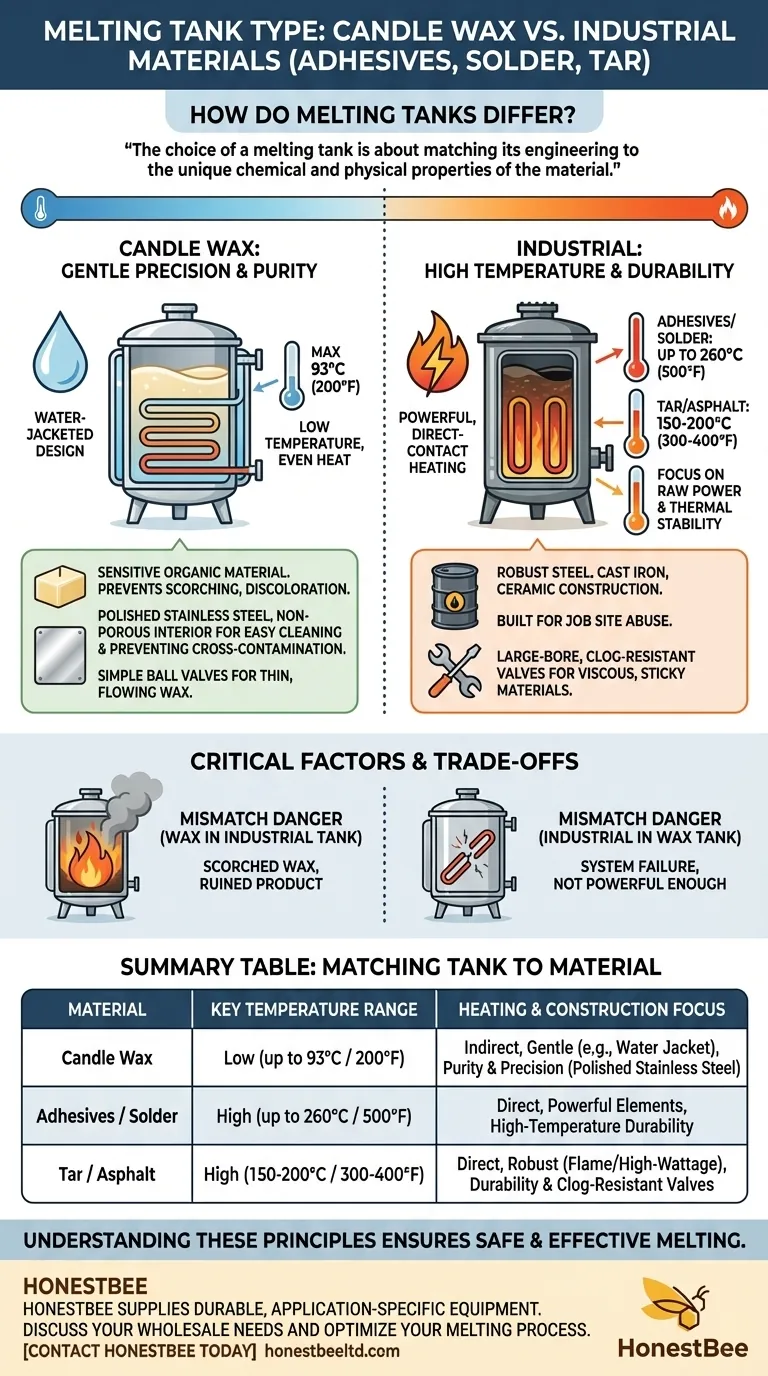
根本区别在于蜡烛蜡熔化罐与用于粘合剂、焊料或焦油等工业材料的熔化罐之间,这由三个因素决定:所需温度、热量控制的精度以及防止产品污染的需求。蜡烛蜡是一种娇嫩的有机材料,需要低温、均匀的加热,而工业化合物则需要高温和耐用性,而不是精细度。
选择熔化罐不在于罐本身,而在于其工程设计是否与材料独特的化学和物理特性相匹配。工具与物质不匹配会带来毁坏产品的风险、损坏设备的风险或造成重大的安全隐患。
关键因素:工作温度
区分这些罐子的最大区别在于它们设计的温度范围。这决定了加热方法、功率要求和结构材料。
蜡烛蜡的低温精度
蜡烛蜡,尤其是天然大豆蜡,对热量极其敏感。温度超过 60°C (140°F) 就会被毁坏,并且绝对不能加热到 93°C (200°F) 以上,以防止烧焦、变色和损害其固香性能。
这需要采用温和、间接加热方法的罐子,例如水套式设计,它可以提供极其均匀的加热分布,并防止会烧焦蜡的局部过热点。
粘合剂和焊料的高温要求
工业粘合剂和焊料的工作温度处于光谱的另一端。许多热熔胶需要在高达 260°C (500°F) 的温度下才能达到正确的粘度和粘合特性。
这些罐子采用强力、直接接触的加热元件,旨在快速加热并维持高温。重点在于原始功率和热稳定性,而不是蜡所需的温和精度。
焦油的强力加热
焦油和沥青通常需要加热到高温,通常在 150-200°C (300-400°F) 的范围内,才能变得足够稀以进行涂覆。由于其高粘度,罐子必须对整个体积提供持续、强劲的加热。
焦油釜的工程重点是耐用性和功率,通常使用重型钢制容器中的直接火焰或高功率电加热元件。精度是次要的,首要任务是简单地液化一种浓稠、致密的材料。

材料纯度与罐体结构
除了温度之外,罐体的内表面和材料成分还取决于最终产品对纯度的要求。
为什么蜡烛蜡需要抛光表面
对于蜡烛制作来说,防止不同颜色或气味之间的交叉污染至关重要。前一批次深红色蜡或肉桂香味残留的少量都可能毁掉新一批次的白色薰衣草香味蜡。
因此,蜡烛蜡熔化器几乎总是由具有高度抛光、无孔内表面的不锈钢制成。这使得罐子易于在批次之间彻底清洁,确保产品纯度。
工业材料的实用性胜于精细度
对于焦油、焊料或许多工业粘合剂等材料,绝对纯度不是主要关注点。重点是耐用性和耐热性。
焦油釜由厚实、坚固的钢材制成,旨在承受工作现场的磨损。焊料壶通常由铸铁或陶瓷制成,选择它们是因为它们能够在不降解的情况下承受极端温度。清洁是为了维护,而不是为了防止细微的污染。
了解权衡
使用不正确的罐子不仅效率低下;它通常是危险和破坏性的。
设备不匹配的危险
你不能将高温焦油加热器用于蜡烛蜡。剧烈的直接加热会几乎立即烧焦蜡,使其无法使用。
相反,任何试图在蜡烛蜡熔化器中熔化焊料的行为都会将其毁坏。其加热元件的功率不足以达到所需温度,且系统未设计用于承受如此大的热应力。
粘度和分配挑战
分配阀的设计也是一个关键区别。蜡烛蜡熔化后很稀,流动性好,因此可以使用简单的球阀。
焦油极其粘稠,需要大口径、防堵塞阀门,专门设计用于处理粘性材料而不会卡住。粘合剂罐将具有与其特定粘合剂在温度下的流动特性相匹配的阀门系统。
将罐子与您的材料相匹配
选择正确的设备取决于您对材料特性和最终目标的清晰了解。
- 如果您的首要重点是产品质量和纯度(如蜡烛制作): 优先选择采用间接加热(如水套)、精确数字温度控制和抛光不锈钢内表面的罐子。
- 如果您的首要重点是高温工业粘合(如粘合剂或焊料): 您需要一个带有强力直接加热元件,且材料能够承受远超 200°C (400°F) 温度的罐子。
- 如果您的首要重点是粘性材料的大批量熔化(如焦油或沥青): 寻找坚固、重型钢结构,配有强力加热和专为厚重物质设计的大型防堵塞阀门。
了解这些核心工程原理可确保您选择的工具不仅有效,而且安全并能保护您宝贵的材料。
摘要表:
| 材料 | 关键温度范围 | 主要加热方法 | 罐体结构重点 |
|---|---|---|---|
| 蜡烛蜡 | 低温(最高 93°C / 200°F) | 间接、温和(例如:水套) | 纯度与精度(抛光不锈钢) |
| 粘合剂/焊料 | 高温(最高 260°C / 500°F) | 直接、强力元件 | 高温耐用性 |
| 焦油/沥青 | 高温 (150-200°C / 300-400°F) | 直接、坚固(火焰/高功率) | 耐用性与防堵塞阀门 |
用正确的熔化罐装备您的操作
选择正确的熔化设备对产品质量、效率和安全至关重要。无论您是需要精确温度控制的商业蜡烛制造商,还是处理高温粘合剂的工业分销商,正确的罐子都能带来所有不同。
HONESTBEE 为商业养蜂场和分销商提供耐用、针对特定应用的养蜂及相关设备。我们了解为高要求操作提供坚固、可靠的工具的重要性。
立即联系 HONESTBEE,讨论您的批发设备需求,确保您的熔化过程得到优化以取得成功。
图解指南