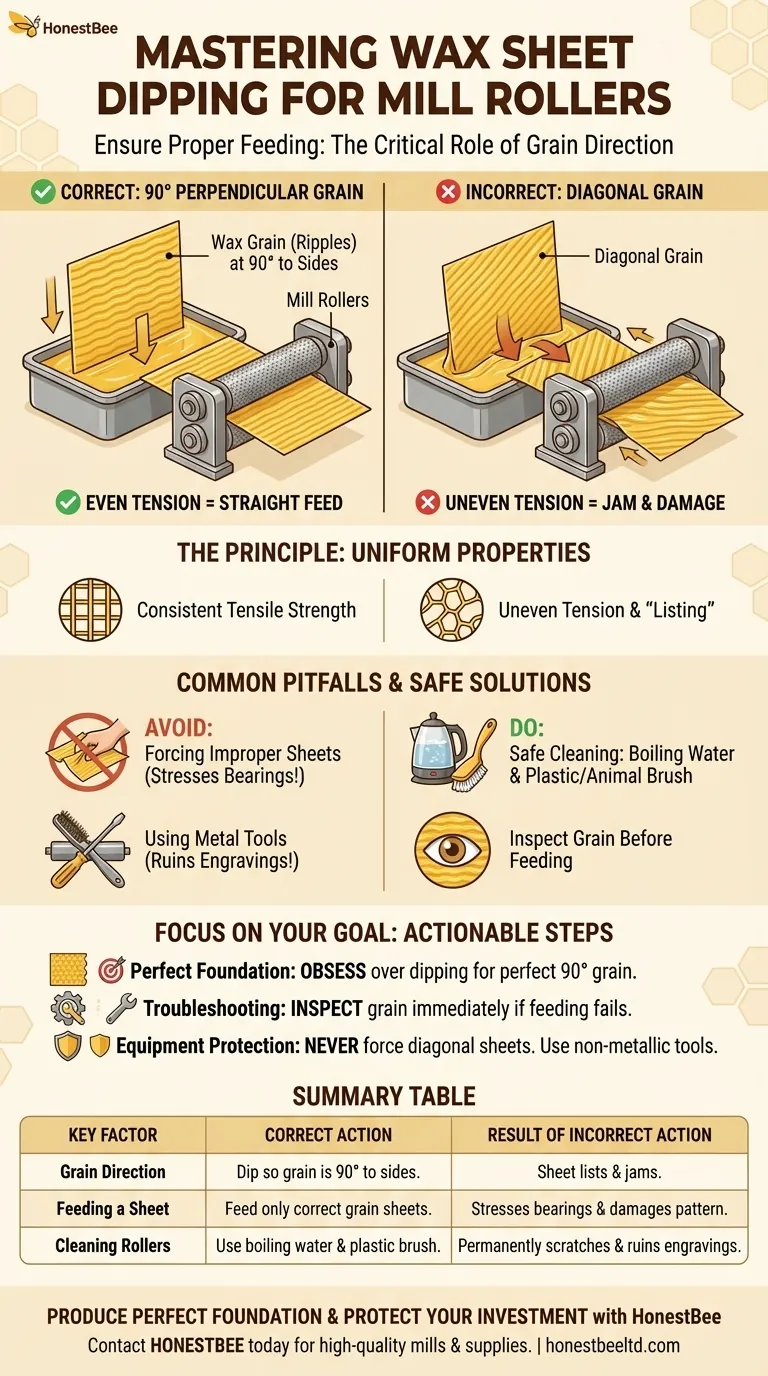
为确保蜂蜡片能顺利通过压片机滚筒,必须将蜂蜡片浸渍,使其纹理(表现为波纹或波浪)与两侧完全垂直(90度)。如果纹理呈对角线状,则表明浸渍技术不正确,这是导致蜂蜡片无法直线通过滚筒的主要原因。
蜂蜡纹理的方向并非微不足道的细节;它是决定蜂蜡片是直线通过还是在压片机中卡住的根本因素。对角线纹理是基础片压制失败最常见且可预防的原因。
原理:纹理方向为何至关重要
您的基础片压片机滚筒的精确几何结构要求蜂蜡片在其宽度上具有均匀的特性。纹理方向决定了蜂蜡片的结构完整性以及它在压花滚筒压力下的表现。
理解蜂蜡纹理
您在成品蜂蜡片中看到的“波纹”或“波浪”是蜂蜡在浸渍板上流动和冷却方式的视觉表现。这种纹理指示了蜂蜡内部结构的方向。
90度纹理的工作原理
当纹理与两侧呈完美的90度角时,蜂蜡片在其整个宽度上具有一致的抗拉强度。当滚筒拉入蜂蜡片时,它们施加均匀的压力,使其能够直线且准确地通过。
对角线纹理的问题
对角线纹理会产生不均匀的张力。蜂蜡片的一侧在结构上与另一侧不同。当滚筒夹住它时,一侧会伸展或压缩更多,导致蜂蜡片“倾斜”或“横向移动”,从而导致堵塞。

要避免的常见陷阱
即使对目标有清晰的理解,错误也可能发生。识别这些常见问题是保护您的设备和生产高质量基础片的关键。
强行压制不合格的蜂蜡片
试图手动引导倾斜的蜂蜡片通过压片机是很诱人的。这很少奏效,并且会对滚筒轴承和精细的雕刻图案造成巨大压力。
滚筒上的蜂蜡堆积
当蜂蜡片卡住时,蜂蜡可能会粘在压片机滚筒上并堆积。这种堆积会破坏所有后续蜂蜡片的巢房图案,并可能使未来的堵塞更频繁发生。
安全清洁滚筒
要清除粘住的蜂蜡,请将沸水倒在滚筒上以软化它。然后,仅使用塑料或动物毛刷轻轻刷掉蜂蜡。
切勿使用钢丝刷、螺丝刀或任何金属工具。滚筒通常由软金属制成,金属工具会永久刮伤并损坏六边形巢房雕刻。
为您的目标做出正确的选择
制作完美的蜂蜡片在于关注正确的细节。您的方法应以您的主要目标为指导。
- 如果您的主要重点是生产完美的基础片:请仔细检查浸渍过程,确保蜂蜡纹理始终与蜂蜡片边缘呈90度角。
- 如果您的主要重点是解决进料问题:立即检查蜂蜡片的纹理;对角线图案是任何无法直线进料的蜂蜡片最可能的原因。
- 如果您的主要重点是保护您的设备:切勿强行将对角线纹理的蜂蜡片通过压片机,并且始终使用非金属工具清洁堆积的蜂蜡。
掌握一致、直线的浸渍技术是制作完美蜂蜡基础片的必备技能。
总结表:
| 关键因素 | 正确操作 | 错误操作的后果 |
|---|---|---|
| 纹理方向 | 浸渍蜂蜡片,使纹理与两侧垂直(90°)。 | 蜂蜡片横向倾斜,导致压片机堵塞。 |
| 进料蜂蜡片 | 只进料纹理正确的蜂蜡片。 | 强行进料蜂蜡片会给滚筒轴承带来压力并损坏图案。 |
| 清洁滚筒 | 使用沸水和塑料/动物毛刷。 | 使用金属工具会永久刮伤并损坏巢房雕刻。 |
生产完美基础片并保护您的投资
持续制作顺利进料的蜂蜡片对于高效的基础片生产至关重要。在 HONESTBEE,我们为商业蜂场和养蜂设备分销商提供可靠、大批量操作所需的高质量、耐用基础片压片机和耗材。
停止处理令人沮丧的堵塞和损坏的设备。让我们的专家为您提供成功的正确工具和知识。
立即联系 HONESTBEE 讨论您的批发需求,并确保您的压制过程完美无瑕。
图解指南