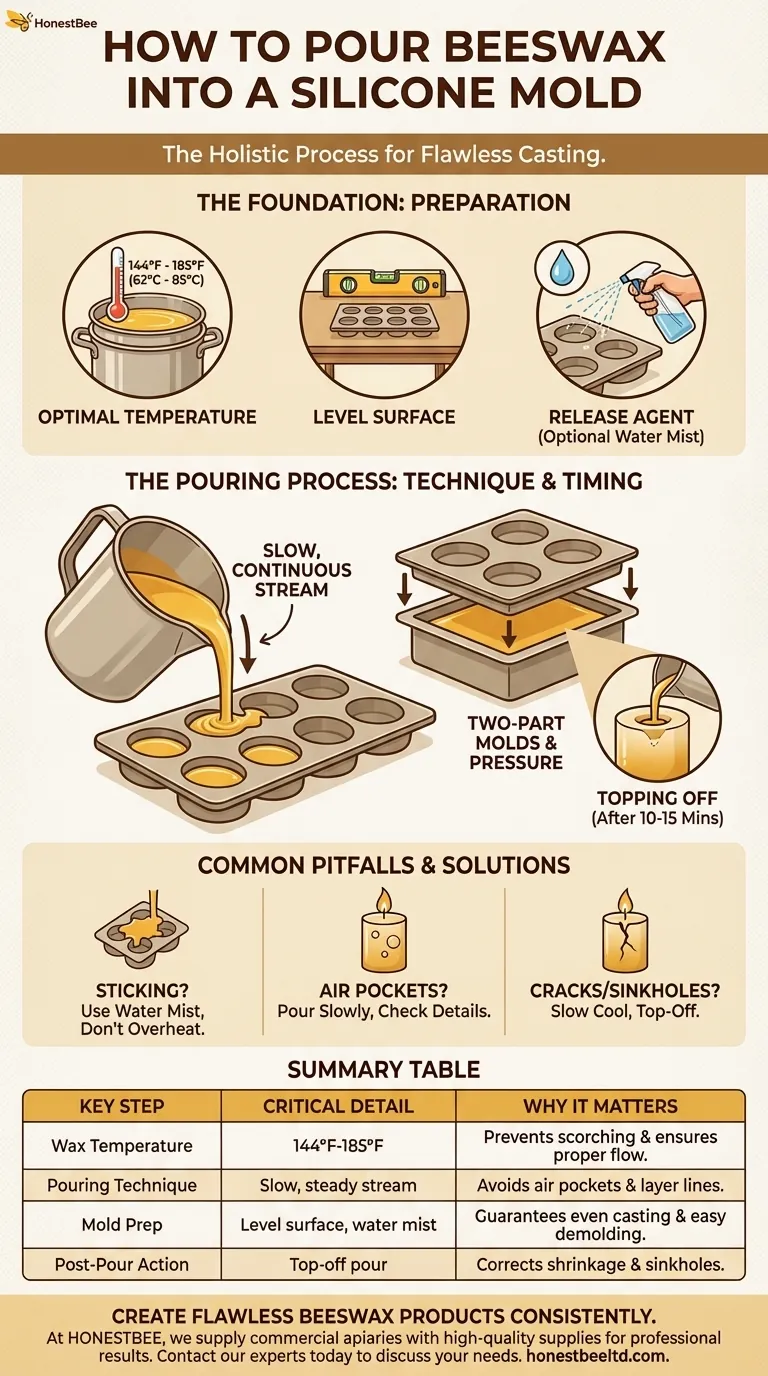
要正确地将蜂蜡倒入硅胶模具中,您首先应确保蜂蜡融化到正确的温度,介于 144°F 和 185°F 之间。将模具放在水平表面上,然后以缓慢、连续的流速倒入融化的蜡,将其完全填满。如果使用两部分模具,请先倒入下半部分,然后轻轻地将上半部分放上,让压力使蜡均匀分布。
制作完美无瑕的蜂蜡铸件的关键不仅仅是浇注动作本身,而是一个整体过程。成功取决于精确的温度控制、适当的模具准备和稳定的技术,以防止粘连、气泡和开裂等常见缺陷。
基础:为完美浇注做准备
在您拿起浇注壶之前,一些准备步骤将决定您最终产品的质量。跳过这些步骤可能会导致挫败感和材料浪费。
温度至关重要
蜂蜡的熔点较低,约为 144°F (62°C)。使用双层锅轻轻融化蜂蜡并避免直接加热至关重要。
不要让温度超过 185°F (85°C)。过热会烧焦蜂蜡,改变其颜色、气味和结构完整性。
准备模具
对于大多数高质量的现代硅胶模具,无需准备。硅胶本身就是一种脱模剂。
然而,作为防止粘连的保险措施,特别是对于旧模具或非常复杂的模具,您可以在浇注前轻轻地向模具内部喷水。水会形成一层微薄的屏障,有助于冷却后的蜡干净地脱模。
固定您的工作区
始终将硅胶模具放置在完全水平的表面上。任何倾斜都会导致铸件不均匀。
强烈建议用羊皮纸或硅胶垫覆盖您的工作区域。洒出的蜂蜡在受保护的表面上硬化后更容易清理。

浇注过程:技术与时机
浇注的物理动作需要稳定的手和对蜂蜡从液体变为固体时的行为的理解。
初次浇注
将浇注壶靠近模具,以尽量减少飞溅。以缓慢、稳定、连续的流速倒入蜡。
避免停顿和重新开始,因为这会在成品中产生可见的分层线。将模具填满至顶部。
处理两部分模具
对于设计用于制作薄基础片的模具,将融化的蜡均匀地倒入下半部分。
立即将模具的上半部分放到下半部分上,从一侧到另一侧进行安装。用轻柔的手压将热蜡推入所有缝隙,确保形成薄而均匀的片。
补蜡
蜂蜡在冷却时会收缩。这通常会在铸件中心形成凹陷或缩孔,尤其是在蜡烛芯周围。
让蜡烛冷却 10-15 分钟,直到部分凝固。您可能会看到一个凹坑形成。重新融化少量蜡并“补满”模具,以填充此凹陷并创建平坦、专业的底部。
常见陷阱及如何避免
了解问题发生的原因是预防问题的最快方法。大多数蜂蜡浇注问题通过对技术进行微小调整即可轻松解决。
问题:蜡粘在模具上
这通常是由于旧模具失去了一些不粘特性,或者在复杂设计上跳过了脱模剂造成的。
解决方案:在下次浇注前,用清水轻轻喷洒模具内部。确保您没有使蜡过热,因为这也会导致粘连。
问题:铸件不完整或不均匀
这通常发生在浇注过程中蜡冷却过快或有空气滞留时。浇注过慢可能会导致蜡在填充所有细节之前凝固。
解决方案:确保您的蜡处于最佳温度范围(144°F - 185°F),并以自信、连续的流速浇注。对于两部分模具,检查是否有空隙,并在蜡凝固之前轻轻地将热蜡推入其中。
问题:裂缝或缩孔
这是蜡收缩的自然结果。快速或不均匀的冷却会加剧这种效应,导致应力裂缝。
解决方案:让模具在室温下逐渐冷却,远离气流或寒冷的表面。务必进行“补蜡”浇注,以纠正蜡凝固时形成的中心缩孔。
为您的目标做出正确选择
您的具体目标决定了您应关注过程的哪个部分。使用这些指南以确保每次都取得成功。
- 如果您的主要目标是制作实心柱状蜡烛:掌握补蜡浇注,以纠正蜡烛芯周围不可避免形成的缩孔。
- 如果您的主要目标是制作薄蜂蜡基础片:完善将上半部分模具放上并施加均匀压力以分布蜡的技术。
- 如果您的主要目标是最大程度地减少所有缺陷:优先考虑精确的蜡温度控制,并使用少量水喷雾作为脱模剂,以确保干净的结果。
通过掌握这些基本技术,您将从简单地填充模具转变为持续制作专业品质的蜂蜡产品。
总结表:
| 关键步骤 | 关键细节 | 重要性 |
|---|---|---|
| 蜡温度 | 144°F - 185°F (62°C - 85°C) | 防止烧焦并确保适当的流动。 |
| 浇注技术 | 缓慢、稳定、连续的流速 | 避免气泡和分层线,以获得光滑的表面。 |
| 模具准备 | 水平表面;少量水雾用于脱模 | 确保铸件均匀且易于清洁脱模。 |
| 浇注后操作 | 10-15 分钟后补蜡 | 纠正收缩和缩孔,以获得专业的底部。 |
准备好持续制作完美无瑕的蜂蜡产品了吗?
在 HONESTBEE,我们为商业养蜂场和养蜂设备经销商提供专业成果所需的高质量、以批发为主的用品。从耐用的硅胶模具到精确的温度控制设备,我们提供成功的工具。
立即联系我们的专家,讨论您的养蜂用品需求,提升您的生产。
图解指南