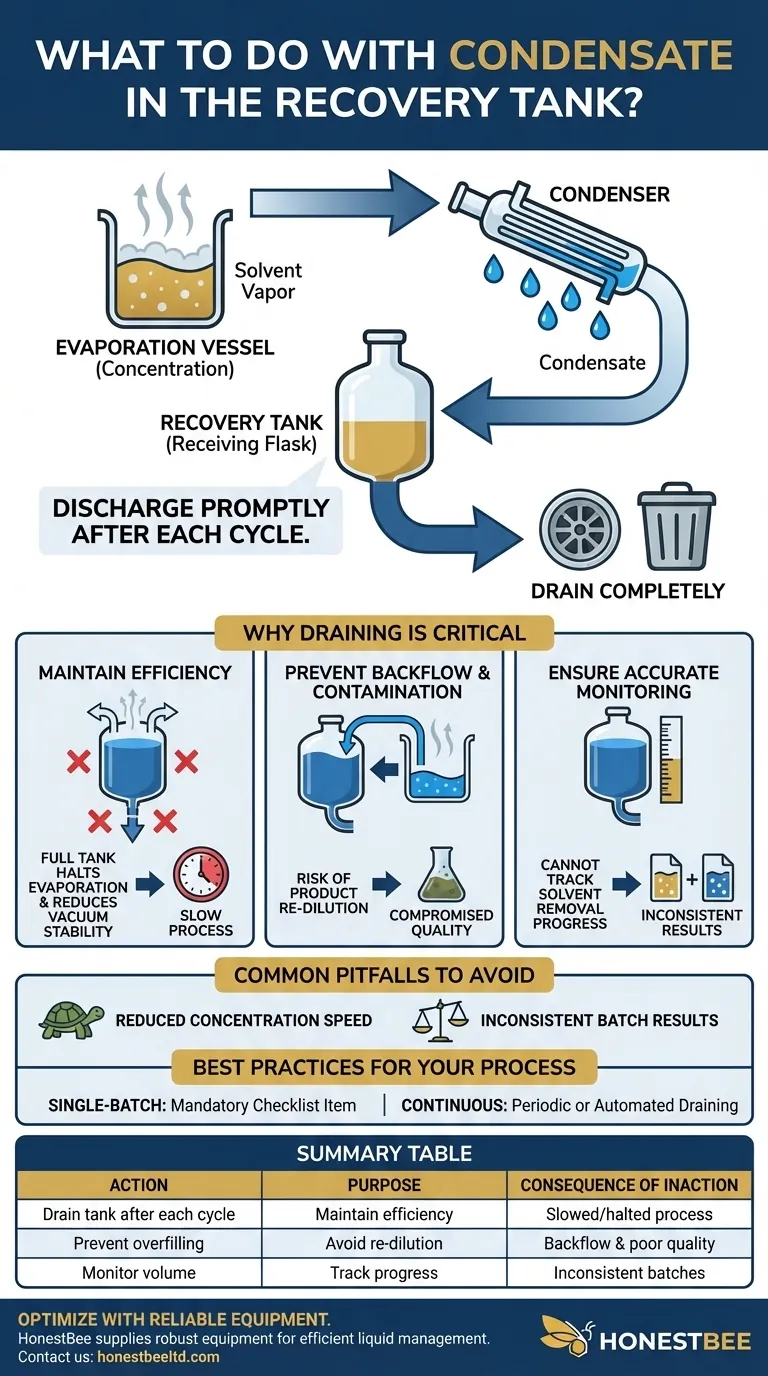
简而言之,回收罐中的冷凝液必须及时排出。 这个简单但关键的步骤确保了整个浓缩过程的效率和完整性。通常的做法是在每个浓缩周期结束后彻底排空回收罐。
浓缩的主要目标是将溶剂与溶质分离。允许收集到的溶剂(冷凝液)在回收罐中积聚会直接危及这一目标,因为它会降低系统效率并产生产品再稀释的风险。
冷凝液在浓缩中的作用
要理解为什么排空如此关键,我们必须首先了解回收系统的功能。
从蒸汽到液体
浓缩系统,例如旋转蒸发仪或降膜蒸发器,通过将溶剂(如水或乙醇)转化为蒸汽来工作,留下所需的、挥发性较低的物质。然后,这种蒸汽从主容器中引导出来,进入冷凝器。
冷凝器利用冷却介质降低蒸汽的温度,使其变回液体状态。这种回收的液体被称为冷凝液。
回收罐的功能
回收罐,或接收瓶,只是收集这种冷凝液的容器。它的作用是安全地容纳被去除的溶剂,使其与现在已浓缩的产品物理分离。

为什么排出冷凝液至关重要
未能排空回收罐会导致一系列问题,从而破坏整个过程。
保持系统效率
大多数浓缩过程在真空下运行,以降低溶剂的沸点,使蒸发更快、更温和。一个满的或接近满的回收罐会减少系统中的可用体积,这可能会对真空的稳定性产生负面影响。
如果罐满了,就没有地方容纳新的冷凝液。这实际上会阻止蒸发过程,因为溶剂蒸汽没有路径可以排出系统。
防止污染和回流
回收罐满溢最显著的风险是回流。如果罐溢出,压差会将液态冷凝液推回系统并进入主浓缩容器。
这会重新引入你刚刚努力去除的溶剂,重新稀释你的产品,并违背了操作的目的。它浪费时间、能源,并可能损害最终产品的质量。
确保准确的过程监控
收集到的冷凝液量是去除溶剂量的直接衡量标准。这通常是一个关键的过程参数。一个满的罐会阻止你准确监控浓缩的进展。
要避免的常见陷阱
忽视这个简单的维护步骤是最常见的操作错误之一。
浓缩速度降低
回收罐溢出的第一个迹象是蒸发速率显著减慢或完全停止。操作员可能会错误地排除系统其他部分的故障,而根本原因仅仅是烧瓶满了。
批次结果不一致
如果冷凝液管理不一致,批次间的生产结果将不可靠。有些批次可能完美浓缩,而另一些则由于溢出而意外再稀释,导致质量控制不佳。
为您的流程做出正确选择
将冷凝液管理整合到您的标准操作程序中对于可重复、高效的结果至关重要。
- 如果您的主要重点是单批次生产: 将排空回收罐作为每次运行结束时的强制检查项。
- 如果您的主要重点是连续或长时间处理: 实施在运行期间定期排空罐的协议,或投资于具有自动排放机制的系统。
正确管理您的冷凝液是确保浓缩工作可靠性和成功的基础步骤。
总结表:
| 行动 | 目的 | 不作为的后果 |
|---|---|---|
| 每个周期后排空罐 | 保持系统效率和真空稳定性 | 蒸发过程减慢或停止 |
| 防止罐溢出 | 避免产品再稀释和污染 | 回流风险,损害最终产品质量 |
| 监控冷凝液量 | 准确跟踪溶剂去除进度 | 批次结果不一致,质量控制不佳 |
使用合适的设备优化您的浓缩过程
适当的冷凝液管理是高效可靠浓缩的基础。合适的回收罐和系统组件是防止停机和产品损失的关键。
HONESTBEE 通过我们专注于批发的业务,向商业养蜂场和养蜂设备分销商提供坚固的养蜂用品和设备,包括专为可靠液体管理设计的系统。我们深知耐用、高效的设备对于保持过程完整性的重要性。
让我们帮助您建立更可靠的运营。 立即联系我们的专家,讨论您的设备需求,并确保您的流程平稳高效运行。
图解指南