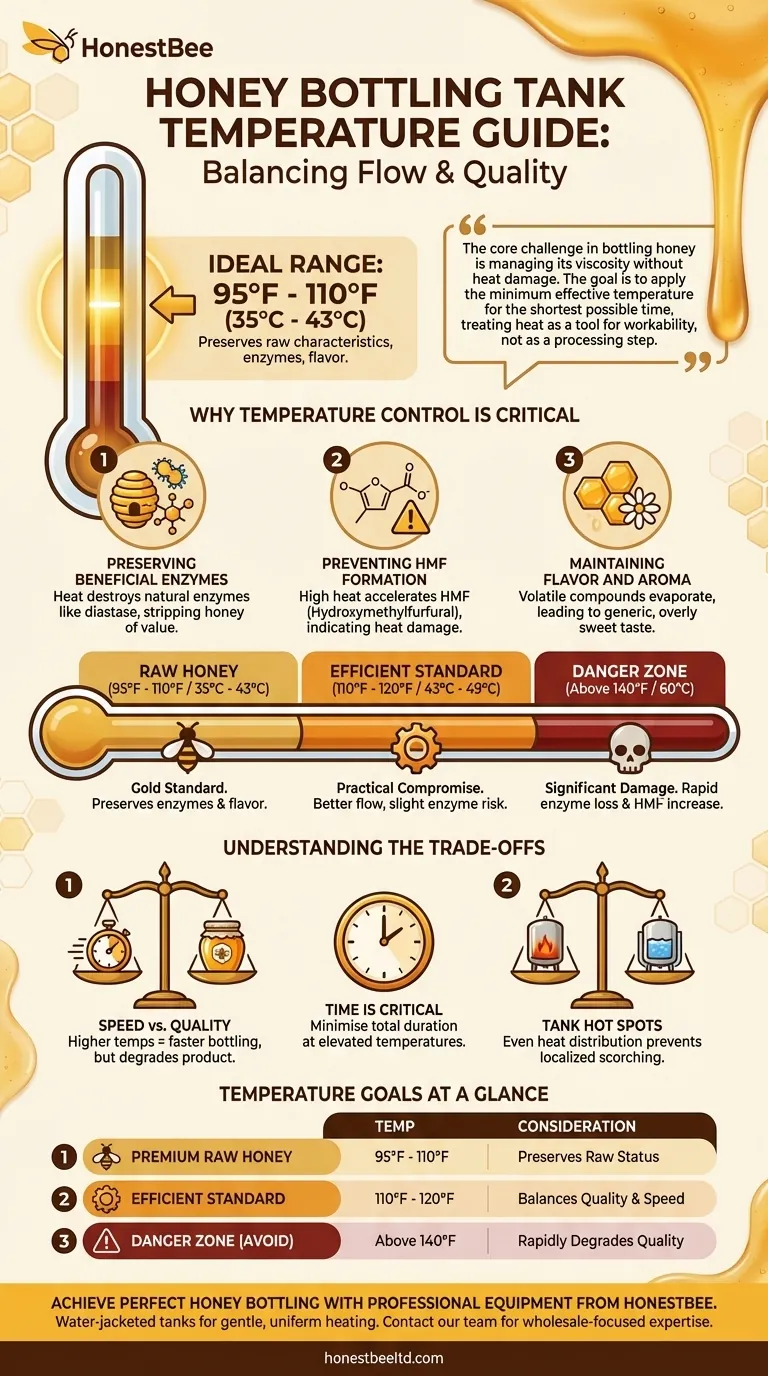
对于蜂蜜灌装罐,理想的温度是在使蜂蜜足够流动以便灌装和保持其娇嫩品质之间取得谨慎的平衡。推荐的保持生蜂蜜特性的范围是 95°F 至 110°F (35°C 至 43°C)。虽然一些生产商可能会将温度提高到 120°F (49°C) 以加快灌装速度,但超过此温度可能会降解蜂蜜的天然酶、风味和颜色。
灌装蜂蜜的核心挑战是在不损害热量的情况下管理其粘度。目标是施加最小有效温度,并尽可能缩短时间,将热量视为提高可操作性的工具,而不是加工步骤。
为什么温度控制对蜂蜜品质至关重要
加热蜂蜜是使其流动的必要功能,但过度或长时间的加热会从根本上改变其成分。了解您要保护的是什么,是确定正确温度的第一步。
保存有益酶
生蜂蜜含有天然酶,如淀粉酶和转化酶,这些酶是由蜜蜂引入的。这些酶是高质量、未经加工蜂蜜的关键指标,并且对热量极其敏感。
即使是中等温度也能迅速破坏这些酶,从而有效地剥夺蜂蜜最有价值的特性之一。
防止HMF形成
羟甲基糠醛 (HMF) 是一种当蜂蜜中的糖因受热而分解时形成的化合物。虽然天然存在微量,但 HMF 水平是衡量热损伤和老化程度的全球公认标准。
高温会显著加速 HMF 的形成,这可能会对蜂蜜的品质和价值产生负面影响。
保持风味和香气
每种蜂蜜品种都具有独特的微妙挥发性化合物,这些化合物构成了其独特的风味和香气。
热量会导致这些化合物蒸发,从而产生一种普通、过甜的味道。温和的加热可以保护蜂蜜独特的风土。

推荐温度范围
正确的温度完全取决于您的目标。没有一个单一的正确数字,但有不同的安全和质量等级。
对于“生”蜂蜜:95°F - 110°F (35°C - 43°C)
这是手工和优质蜂蜜的黄金标准。这个温度范围温和地模拟了温暖蜂巢内的条件,确保蜂蜜得到充分保护。
在这些温度下灌装会比较慢,但酶、风味和生蜂蜜状态的完整性得以保持。
对于高效标准灌装:110°F - 120°F (43°C - 49°C)
这个范围显著改善了蜂蜜的流动性,从而提高了生产效率。
虽然与“生”蜂蜜范围相比,酶降解的轻微风险略高,但对于许多同时注重品质和工作流程的生产商来说,这是一个实用的折衷方案。
绝对危险区:高于 140°F (60°C)
在 140°F (60°C) 时,酶会受到显著损害,HMF 水平会迅速升高。
接近 160°F (71°C) 的温度(常用于巴氏杀菌)会永久破坏蜂蜜的天然特性。它可能不会在烹饪意义上“烧焦”,但其有益特性将丧失。
理解权衡
选择温度不仅仅是拨动刻度盘上的一个设置;它关乎平衡相互冲突的优先级。
速度与质量
这是核心权衡。更高的温度会降低蜂蜜的粘度,从而加快过滤和灌装速度。
然而,您将温度提高到蜂巢自然状态以上的每一度,都会逐渐降低最终产品的品质。
时间作为关键因素
损害是温度和时间的函数。将蜂蜜在“安全”的 120°F 下保持 24 小时,可能比在相同温度下快速加热几小时更具破坏性。
您的目标应始终是最大限度地缩短蜂蜜在升高的温度下保持的总持续时间。
罐体热点
您的灌装罐设计至关重要。热量分布不良的罐体可能会产生“热点”,导致加热元件附近的蜂蜜被烧焦,即使恒温器设置在安全温度。
使用夹套罐可以提供温和、均匀的加热,是防止这种局部损坏的行业标准。
为您的目标做出正确选择
根据您的产品、市场和优先级选择温度。
- 如果您的主要重点是优质“生”蜂蜜: 严格保持在 95°F - 110°F (35°C - 43°C) 范围内,并尽量缩短加热时间。
- 如果您的主要重点是为普通市场高效生产: 110°F - 120°F (43°C - 49°C) 的温度是一个可行的折衷方案,但目标是快速灌装并在之后冷却蜂蜜。
- 如果您正在处理高度结晶的蜂蜜: 在这些安全范围内温和加热是正确的方法。切勿使用高温作为液化的捷径。
最终,您的灌装罐温度设置直接反映了您对最终产品质量的承诺。
摘要表:
| 目标 | 推荐温度范围 | 关键考虑因素 |
|---|---|---|
| 优质生蜂蜜 | 95°F - 110°F (35°C - 43°C) | 保存酶、风味和生蜂蜜状态。 |
| 高效标准灌装 | 110°F - 120°F (43°C - 49°C) | 平衡品质与更快的生产速度。 |
| 危险区(避免) | 高于 140°F (60°C) | 迅速降解酶、风味,并增加 HMF。 |
使用 HONESTBEE 的专业设备实现完美的蜂蜜灌装
选择合适的温度只是成功的一半。防止有害热点需要设计精良、热量分布均匀的罐体。作为商业蜂场和养蜂设备分销商的值得信赖的供应商,HONESTBEE 提供高质量的夹套蜂蜜灌装罐,可提供温和、均匀的加热,以保护您的蜂蜜在大量灌装过程中娇嫩的品质。
让我们以批发为重点的专业知识帮助您在不影响质量的情况下扩大运营规模。 立即联系我们的团队,讨论适合您业务的灌装解决方案。
图解指南